1500台以上の工業炉の設計・製作を手掛け、自動車・鉄鋼・化学各種業界向けに展開。特定の炉に限定せず多品種の経験と実績を持つ。また、工業炉だけでなく付帯設備や搬送装置も含めてトータルでサポートし、仕様やニーズの異なる課題解決にも多数対応。
光輝焼鈍とは?大気焼鈍との違いや用途を詳しく解説
「新製品に使用する材料に光沢感を出したいので、光輝焼鈍の仕組みを知りたい。」
「光輝焼鈍炉を導入したいが、どのような構造やタイプがあるのか知りたい。」
このような悩みを持っているエンジニアの方に、光輝焼鈍の基本的な仕組みから実際に光輝焼鈍炉の導入を検討するための情報を紹介します。
光輝焼鈍を利用すると、通常の焼鈍のように酸化被膜によって金属表面が黒ずんでしまうことがありません。
熱処理で金属の性能を引き上げるとともに、美しい光沢感のある外観を持たせることができます。
しかし、雰囲気ガスや処理温度を間違えると、光沢感が保てなくなるため注意が必要です。
そのため炉の設計や使用条件について、基本的な情報を理解する必要があります。
この記事では光輝焼鈍の仕組みやメリット、光輝焼鈍炉の構造やタイプなど詳しく解説していきます。
光輝焼鈍とは
大気焼鈍との違い
焼鈍(しょうどん)は金属を熱処理する加工法の1つで、金属材料内の残留応力や加工硬化などを取り除くために行われます。
焼鈍により金属材料の結晶組織を均一化して柔らかくすると、加工性や靭性を持たせることができます。
大気焼鈍は熱処理するときに周囲の雰囲気ガスに大気を用いると、金属表面が酸素と反応して酸化被膜を形成します。酸化被膜を除去するためには研磨や酸洗浄するなどの手間がかかってしまいます。
大気を雰囲気ガスとして使用しない方法として、窒素やアルゴンなどの不活性ガスで熱処理することを「無酸化焼鈍」といいます。金属表面に酸化被膜が発生しないため、金属の光沢を維持することが可能です。また炭素が使われないため、浸炭による金属の硬度変化を生じません。
無酸化焼鈍の中でも水素などの還元性ガスを使用して製品に焼き色を付けないようにする熱処理が「光輝焼鈍」です。光輝焼鈍は酸素濃度や露点などの炉内雰囲気を管理することが重要です。
光輝焼鈍の雰囲気ガス
光輝焼鈍では加熱炉内に雰囲気ガスを充満させて熱処理を行いますが、従来の酸化・脱炭を防止する以外にも、目的に合わせた雰囲気ガスを選択して使用します。
またコストについても事前に検討して、雰囲気ガスを選ぶ必要があります。
現在ではコスト増大につながる不活性ガス(アルゴンなど)よりも、安価な窒素やアンモニア分解ガスを利用する場合が一般的です。
また変成雰囲気ガスは「変成炉」と呼ばれる雰囲気ガス発生装置で原料ガスに空気を混合して作られます。
変成炉の種類により生成されるガスを「発熱型変成ガス」「吸熱型変成ガス」「アンモニア分解ガス」などと呼びます。
主に用いられる雰囲気ガスの種類と、一般的な用途は以下の通りです。
| ガスの種類 | 名称 | おもな用途 |
|---|---|---|
| 発熱型変成ガス(リッチ) | DX(R) | 低炭素鋼 |
| 発熱型変成ガス(乾燥) | DX(DRY) | アルミ |
| 窒素型変成ガス | NX | 鋼・アルミ |
| 吸熱型変成ガス | RX | 中・高炭素鋼 |
| アンモニア分解ガス | AX | ステンレス鋼 |
| 水素・窒素混合ガス | HN | 鋼板コイル・黄鋼コイル |
| アルゴンガス | – | Ti、Zr合金 |
光輝焼鈍の温度条件
光輝焼鈍の温度条件は処理物の形状や材質によって使い分けが必要です。
サンファーネスの過去の導入事例をもとに紹介します。
線材光輝焼鈍の温度条件
| 処理材 | 線径(mm) | 加熱容量(kW) | 温度(℃) |
|---|---|---|---|
| 高炭素鋼線 | φ0.03~φ0.2 | 9 | 700 |
| ベリリウム銅、ステンレス、 チタン、真鍮などのパイプ |
φ1.0~φ6.0 | 12 | 400~1,150 |
| 銅合金、ステンレス | φ0.1~φ0.32 | 18 | ~1,000 |
| 鋼線 | φ0.45~φ0.63 | 30 | 1,000 |
| ステンレス鋼線 | φ0.2~φ1.0 | 48 | 1,175 |
| チタンワイヤー | φ0.2~φ6.0 | 60 | 700~800 |
| 特殊鋼線 | φ1.0 | 60 | 300~1,100 |
| SUS304、SUS316などの鋼線 | φ1.0 | 78 | 1,120 |
| ステンレス鋼線の溶体化処理 | φ2.0~φ5.5 | 160 | 1,120 |
板材光輝焼鈍の温度条件
| 処理材 | 板巾 (mm) |
板厚 (mm) |
加熱炉長 (mm) |
加熱容量 (kW) |
温度(℃) |
|---|---|---|---|---|---|
| SUS304、SUS430、 Ti合金 |
450 | 0.015~0.2 | 9,100 | 337 | 1,100 |
| SUS304、SUS430、 Ti合金 |
530 | 0.005~0.2 | 7,000 | 378 | 1,100 |
| SUS304、銅、42Ni | 650 | 0.1~1.0 | 8,900 | 500 | 750 |
| SUS301、SUS304、 Mg合金 |
700 | 0.03~0.2 | 9,800 | 417 | 1,100 |
| SUS301、SUS430 | 800 | 0.3~1.5 | 17,000 | 1,350 | 1,150 |
| 銅、黄銅、42Ni | 200 | 0.1~1.0 | 5,500 | 75 | 600 |
| 銅、黄銅 | 420 | 0.1~1.0 | 13,500 | 300 | 750 |
光輝焼鈍の用途
光輝焼鈍のメリット
光輝焼鈍は無酸化焼鈍に分類され、酸素のない状況で熱処理を行います。
そのため材料表面に酸素が触れず、酸化被膜がつきません。
表面の光沢を維持したまま熱処理が完了するため、外観の美しさが要求される場合に使用されます。
また光輝焼鈍は特殊鋼との相性が良い特性を持っています。
光輝焼鈍の目的
光輝焼鈍は金属表面の酸化防止をはじめとして、さまざまな目的で行われています。
- 金属表面に光沢感を持たせる
- ステンレスの硬度を下げる
- ステンレスの残留応力や加工硬化を除去する
- 金属母材同士のろう付け
光輝焼鈍の用途例
光輝焼鈍は幅広い工業分野で利用されています。
主な用途例は以下の通りです。
| 用途例 | 利用部品や利用目的 |
|---|---|
| オーステナイト系ステンレスの焼きなまし | 直管パイプ、フレキシブルチューブ、丸線など |
| 金属母材同士のろう付け | 熱交換器、電気部品、自動車部品、ガス器具など |
| 銅合金の焼きなまし | 純銅、黄銅、リン青銅などの加工部品 |
光輝焼鈍炉の構造やタイプ
光輝焼鈍炉の構造による違い
光輝焼鈍炉で代表的な連続炉の構造について解説します。
構造の違いにより大きく分けて2つのタイプに分けられます。
ストレートタイプ(水平型)
材料投入口から完成品までの搬送経路が常に水平になっている熱処理炉です。
傾斜が無いためパイプや丸棒などの長尺物の処理に適しています。
レイアウト設計によっては、あらゆる長さの製品に対応が可能です。
ハンプバックタイプ(傾斜型)
材料投入口と完成品搬出口の間の搬送経路に傾斜が設置されている熱処理炉です。
よくあるレイアウトは投入口に上昇用、搬出口では下降用の傾斜が設けられています。
プレス部品や小物部品の処理に適しています。
ストレートタイプに比べて雰囲気ガスの使用量が抑えられて、炉内雰囲気制御の安定に優れています。
光輝焼鈍炉の工程
予熱ゾーン
処理量が多いときや急加熱すると材質の組成が変質・変形してしまうもの、加熱ゾーンで急昇温できない場合にあらかじめ熱を入れるために設置されているゾーンです。
加熱ゾーン
炉枠ケース・断熱材・発熱体・耐熱鋼マッフルなどで構成されており、炉の寸法や処理品のサイズなどを考慮して構造を決定します。
マッフルは処理温度や処理物の大きさによってマッフルタイプ・マッフルレスタイプがあります。
発熱体は金属発熱体や炭化珪素発熱体などを使用します。
メンテナンス性を向上させるために、発熱体は外側から容易に交換できるよう配慮されています。
また温度調節には高精度な自動温度調節計を用いて、分割制御するため精密な温度分布を確保することが可能です。
処理品に必要な温度条件を設定することができるため、目標硬化調整や変形量を抑えた熱処理が可能です。
冷却ゾーン
冷却ゾーンは一般的に水冷ジャケットや衝風循環式強制冷却装置(ジェットクーラー)で構成されています。
処理品のサイズや肉厚などで冷却ゾーンを分割して水量や風量を調整することができます。
搬送工程
処理品の搬送には、線材及び薄板の場合は直接引っ張って搬送するカテナリー方法があります。
また製品形状によっては、耐熱鋼製メッシュベルトやフープ材の上に載せるプッシャー式やローラーハース式などを使用する場合もあります。
光輝焼鈍炉のタイプ
光輝焼鈍炉は処理品の形状によってさまざまなものがあります。
ここでは線材と板材の光輝焼鈍炉について説明します。
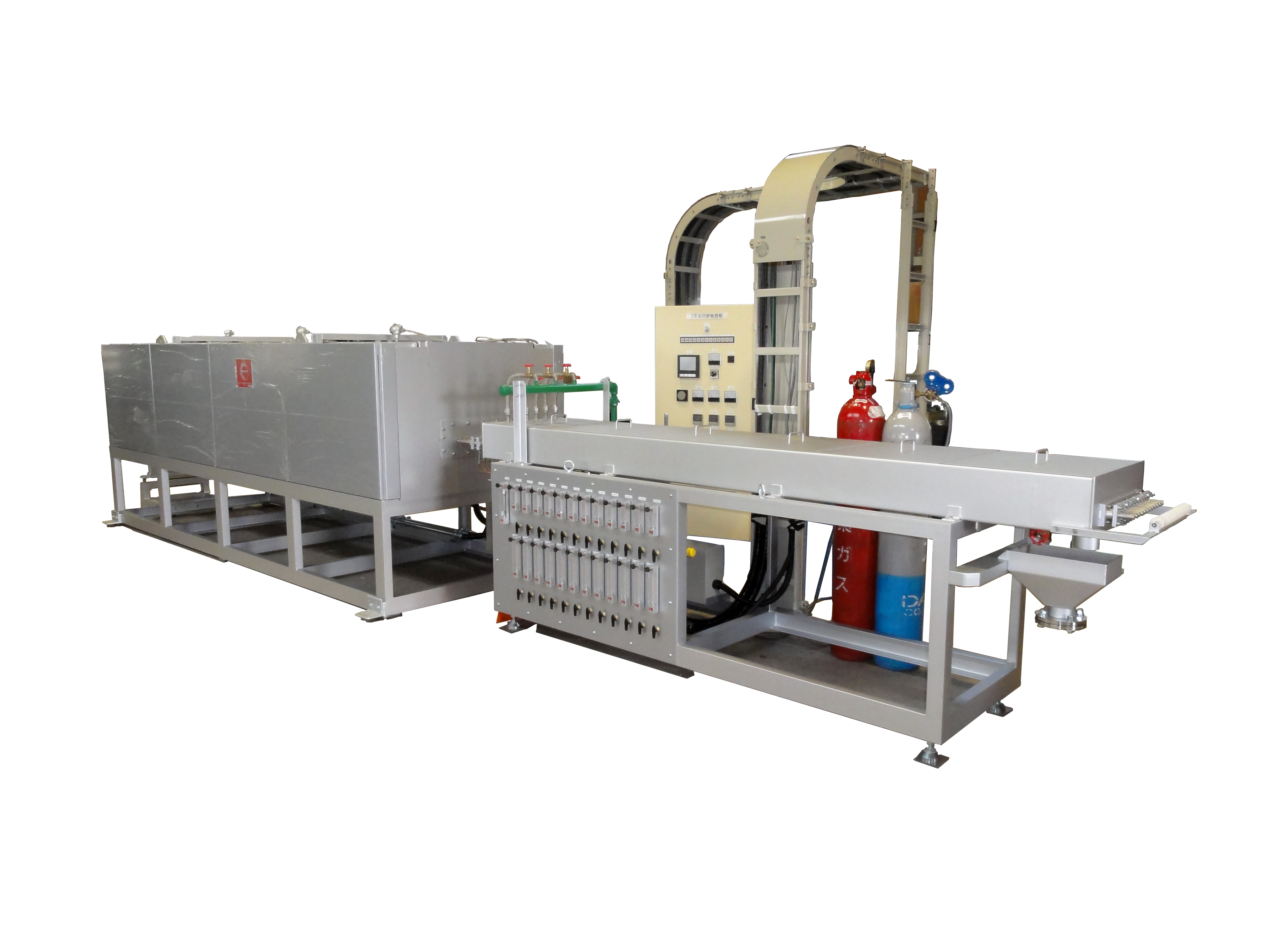
線材光輝焼鈍炉(ストランド炉)
線材光輝焼鈍炉は金属の線材をコイル状に巻き、伸ばした状態で焼鈍管(パイプ)に通しながら加熱する炉です。炉体や焼鈍管のサイズを処理物によって自由に設計することができます。
炉体の設計においてはヒーターや焼鈍管の交換作業を行いやすくすることが重要です。
焼鈍管ごとに長さ方向、幅方向ともに必要に応じて温度制御やガス供給制御ができることも特徴です。
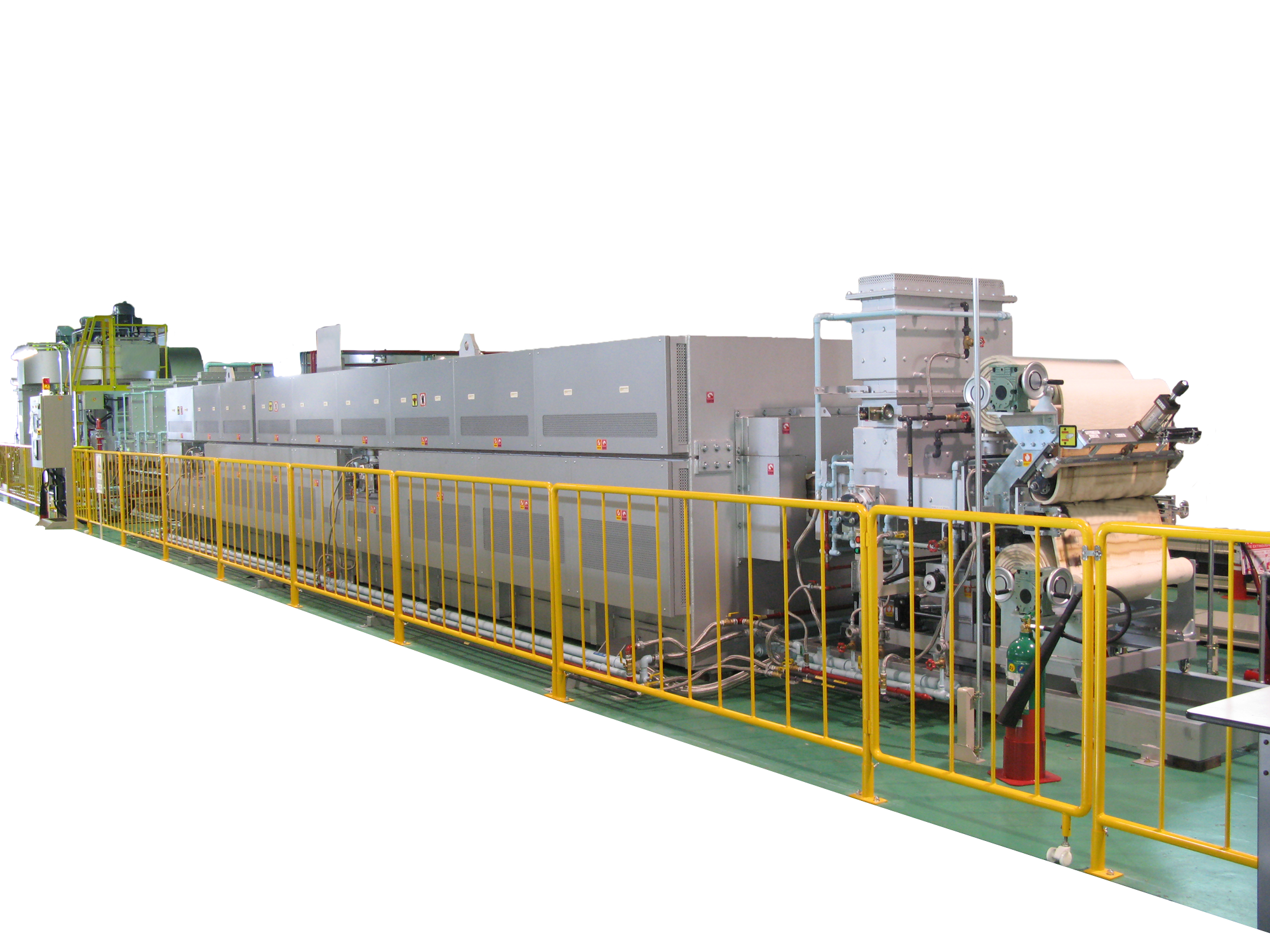
板材光輝焼鈍炉
板材光輝焼鈍炉はオーステナイト系ステンレス鋼や銅合金などの薄板を光輝焼鈍する炉です。
マッフル内に設置したロールを昇降式にすることで板厚に応じてロール位置を調整することができます。
厚板の場合はロール位置を下げて、薄板の場合はロール位置を上げることで板材の張力を調整することができ、マッフル内の空間を有効活用することができます。
板材光輝焼鈍炉で処理されたステンレスは、医療用のガス配管や自動車部品、家電製品、厨房用品、装飾品などに利用されます。
光輝焼鈍のよくある質問
Q.光輝焼鈍炉の電力削減に有効な方法を知りたい
週末や設備を稼働しない場合は、炉を完全に停止して冷ますよりも低温域で温度をキープする方がコスト面においても有利な場合があります。
制御盤のスケジュールタイマーで設定をすることで、週明けの稼働時間に合わせて炉内を加熱しておくことも可能です。
Q.光輝焼鈍炉を利用してろう付けするメリットを教えてください
金属同士のろう付け時に焼き色をつけたくない場合に光輝焼鈍炉を利用します。
炉内で処理を行うため、多点のろう付けが同時に行える特徴もあります。
またろう付けと同時に焼入れや、ろう付け後の浸炭焼入れが可能です。
Q.新製品に光輝焼鈍を検討していますが、テストは可能ですか?
可能です。 事前に試験内容を詳しくヒアリングさせていただき、弊社の設備で対応可能かどうか確認をさせていただきます。 お気軽にご相談ください。
光輝焼鈍炉の導入事例
多品種小ロットに対応
線径や雰囲気ガスの異なるものを1台の炉で同時に熱処理をすることができます。
【導入前の課題】
- 線径の異なる材料を一度に熱処理したい
- 材料によって異なる雰囲気で熱処理したい
【導入後の効果】
- 異なる焼鈍管を配置し、それぞれに温度制御を行うことで異なる線径の熱処理が実現した
- 焼鈍管に対して個々で雰囲気ガスの切替やマスフローで流量の調整を行うことができ、必要に応じた熱処理ができるようになった
異なる板厚の熱処理に対応
処理物の厚みに応じて設定変更できるため1台の熱処理炉で対応することができます。
【導入前の課題】
板厚が厚いものを処理していたが薄いものも1台の炉で処理したい
【導入後の効果】
マッフル内に昇降式のロールを設置したことにより板厚に応じてロール位置の調整が可能になったため、厚板/薄板ともに1台で処理できるようになっただけでなく、コストダウンにもつながった
まとめ
ここまで光輝焼鈍の仕組みや用途、光輝焼鈍炉の構成やタイプについて解説してきました。
光輝焼鈍はステンレスなどに光沢感を持たせた状態で製品に利用する場合に、利用される焼鈍方法です。
大気下で焼鈍処理をすると、酸化被膜が発生して表面が黒ずんでしまうため、光輝焼鈍では雰囲気ガスに水素や窒素、アンモニア分解ガスを利用します。
そして材質やサイズによって、必要な炉のタイプ・サイズや加熱装置の温度条件を設定します。
初期段階で堅実な設計をしておくと、メンテナンスが容易に行えたり、改良を加えたりと汎用性が高くなります。
工業炉メーカー「サンファーネス」では、1,500台以上の工業炉製作で培ったノウハウで、お客様の用途に合わせた光輝焼鈍炉をオーダーメイドでご提案いたします。
技術的な相談も無料でお受けしますので、お気軽にご相談ください。
工業炉・熱処理装置でお悩みの方は
お気軽にご相談ください
お電話でも受け付けています