We have designed and manufactured over 1500 industrial furnaces, catering to various industries such as automotive, steel, and chemical. With extensive experience and a proven track record in a wide range of furnace types, we offer a diverse range of solutions. In addition to industrial furnaces, we provide total support for related equipment and conveyors, and have successfully tackled a multitude of challenges based on different specifications and needs.
What are the differences between quenching, tempering, annealing, and normalizing? An explanation of heat treatment.
Many companies turn to heat treatment as a means of improving the quality of their products. However, they may be unsure about which heat treatment method to use. To help those with this question, we will be explaining four of the most common heat treatments: quench hardening, tempering, annealing, and normalizing.
Each of these heat treatments involves using heat to change the structure of the steel material, resulting in different desired properties such as hardness and toughness. In this article, we will delve into the characteristics, applications, temperature patterns, and other important details about each heat treatment method.
目次
What is heat treatment (quenching, tempering, annealing, normalizing)
First, let’s explain the purpose and applications of heat treatment itself.
Purpose of heat treatment
Heat treatment is the process of altering the properties of steel by subjecting it to temperature changes.
The following are the main examples:
- strength
- hardness
- toughness
- machinability
- corrosion resistance
- wear resistance
- impact resistance
- workability
For instance, when manufacturing knives or other cutting tools, the steel is heated until it turns red-hot in a flame, and then quickly cooled in water.
This process is known as “quench hardening,” and it increases the required hardness of the blade.
Materials suitable for heat treatment
Heat treatment is not used for all types of steel.
Broadly speaking, it is used for special steels.
Common steel and special steel are mainly classified as follows:
| Ordinary steel | SS material | General structural rolled steel |
| SM material | Welded structural rolled steel | |
| SPC material | Cold rolled steel plate and steel strip | |
| Special steel | H steel | Structural steel with guaranteed hardenability |
| SB material | Carbon steel steel plate for boilers and pressure vessels | |
| SxxC material | Carbon steel steel for machinery structures | |
| SK material | Carbon tool steel | |
| SKD, SKS, SKT material | Alloy tool steel | |
| SKH material | High-speed tool steel | |
| SUH material | Heat-resistant steel | |
| SUJ material | High-carbon chrome bearing steel | |
| SUP material | Spring steel | |
| SUS material | Hot rolled stainless steel plate and steel strip |
Compared to common steel, special steel can have various properties added such as higher hardness, strength, and wear resistance depending on the type of additive and heat treatment method used.
While there is a disadvantage of higher cost, special steel is necessary in environments where common steel cannot withstand the conditions.
Types of heat treatment
There are two main types of heat treatment: “surface heat treatment” and “overall heat treatment”.
“Surface heat treatment” includes methods such as high-frequency hardening and carburizing, which improve the performance of the surface layer, such as making it harder.
On the other hand, “overall heat treatment” brings about changes in hardness and structure throughout the steel by heating it internally.
The typical types of overall heat treatment are “quenching,” “tempering,” “annealing,” and “normalizing.”
They are performed for the following purposes:
- Quenching:increase strength and wear resistance
- Tempering:adjust the hardness and increase toughness together with hardening
- Annealing:soften the steel and improve workability
- Normalizing:uniformly change the structure of the metal and impart strength and mechanical properties
It is necessary to adjust the heat treatment conditions for each product in order to achieve the desired performance by using these heat treatment methods appropriately.
From the next chapter, we will explain the characteristics of each heat treatment method in detail.
Quenching
What is quench hardening?
Quenching is the most commonly used heat treatment method to improve the strength and hardness of steel.
The hardness of quenched steel varies depending on the carbon content in the steel.
The higher the carbon content up to around 0.6%, the higher the hardness.
The process involves heating the material to a temperature that transforms its structure into austenite, followed by rapid cooling to transform it into a structure called martensite.
Therefore, temperature control is an important step in the process since the heating and cooling rates and the set temperature affect the formation of the structure.
Quenching temperature
Temperatures in heat treatment, especially during quenching, can have a significant impact on the surface and material properties of a steel product.
Thus, it is essential to carefully manage the temperature to prevent any negative effects.
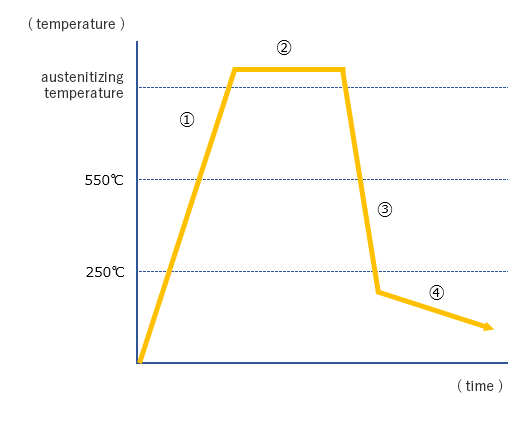
The heating process should be stopped at a temperature exceeding the austenitizing temperature and then held for a certain period (Figure 1-①) before quenching (Figure 1-②).
A faster quenching rate results in a martensite structure, which increases the hardness and strength of the material (Figure 1-③).
Beyond the Critical Temperature Range of 550°C, the cooling rate is slowed down to prevent cracking due to the transformation into martensitic structure (Figure 1-④).
This is done to prevent volumetric expansion.
Figure 1.Heat treatment temperature image
Quenching cooling methods
The primary method of cooling during tempering is water cooling, but simply placing heated steel into water may lead to poor quality.
This is because bubbles that form when heated steel is placed in water can hinder the cooling process, causing unevenness in the tempered steel.
In addition, unevenness can also occur if sufficient agitation is not performed in the cooling tank.
The shape of the heated steel can also affect the quality of the tempering.
The main factors and their associated effects are as follows:
| Surface area | The more surface area, the more cooling directions and the faster the cooling rate. |
|---|---|
| Material | Lower carbon content makes it less hardenable. |
| Shape | Spheres take about 1.3 times longer to temper than cylinders or plates. |
| Type of coolant | Saltwater cools about twice as fast as water, while oil cools about 0.3 times slower. |
Tempering
What is tempering?
Tempering is a heat treatment process used to adjust the structure of steel, and it is typically performed in conjunction with quenching.
Low-temperature tempering is used to form tempered martensite at 150-200℃, while high-temperature tempering forms troostite structure at 400℃ and sorbite structure at 500-600℃.
Collectively, these are referred to as tempered martensite.
When tempering is performed, the internal strain in the steel is relieved or eliminated, and the precipitation effect of carbides is promoted, resulting in improved quality.
Tempering is mainly used for the following purposes:
- Prevention of quench cracking
- Improvement of wear resistance
- Hardness improvement
- Improvement of impact resistance.
Types and temperatures of tempering
To achieve desired outcomes, tempering requires specific heating temperatures based on the purpose of treatment. The following are the types and temperature ranges of tempering.
| Types | Temperature | Effects |
|---|---|---|
| High-temperature tempering | Above 200°C | Decreases hardness to improve toughness. |
| Low-temperature tempering | Below 200°C | Relieves stress without decreasing hardness. |
| Annealing tempering | Above 400°C | Refines grain size to improve strength and toughness. |
| Hardening tempering | Above 550°C | Precipitates and hardens carbides to improve hardness. |
Tempering is conducted in a controlled atmosphere in a heating furnace.
Improper temperature control can result in reduced performance of the product, so it is essential to set the right conditions for the product being treated.
Tempering precautions
Tempering is a heat treatment process used to adjust the structure of steel, and it is usually carried out in combination with quenching. It is essential to process the material promptly between quenching and tempering to avoid quality degradation during tempering.
In particular, with high-carbon steels, there may be residual Martensite structures that were not fully transformed during quenching. A quick tempering process is necessary to stabilize these structures.
It is also important to be aware of the phenomenon known as temper embrittlement, which can occur when tempering is performed in a certain temperature range.
Specifically, attention should be paid to avoid blue brittleness around 200℃ and red brittleness around 900℃. Proper temperature management is necessary to avoid this issue.
Annealing
What is annealing?
Annealing is used to improve the quality of steel according to its intended use.
It can improve the workability and cutting ability by reducing the bias and heterogeneity of the internal components and impurities of the steel.
There are different types of annealing based on the processing temperature, and we will introduce some representative types below.
| Types of annealing | Features |
|---|---|
| Full annealing | Uniformize the internal crystal grain size to homogenize the steel. |
| Isothermal annealing | Control the pearlite to improve cutting ability. |
| Stress relief annealing | Remove residual stress by low-temperature processing (around 500℃). |
| Spheroidizing annealing | Spheroidize the structure to improve workability. |
| Diffusion annealing | Homogenize the impurities by high-temperature diffusion. |
Annealing temperature
Tempering is a process that controls the structure of steel by adjusting factors such as the processing temperature and cooling rate.
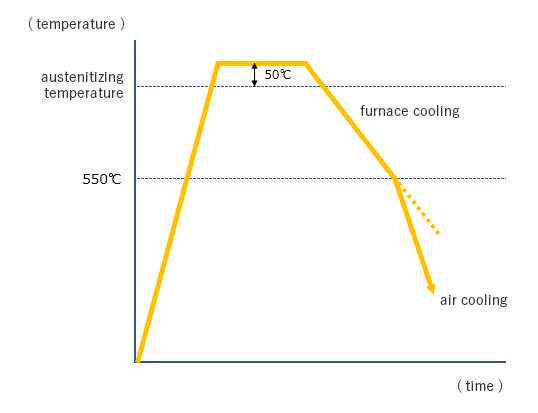
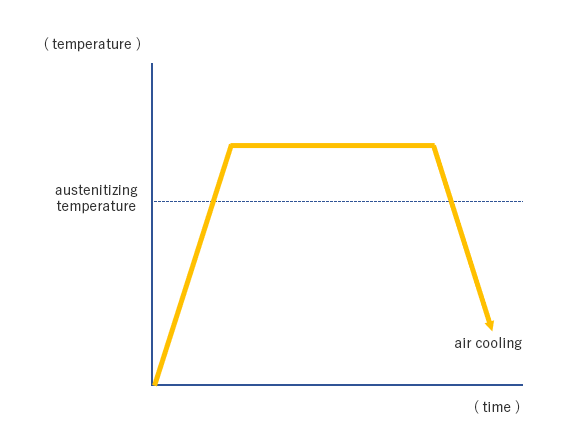
Complete tempering
The steel is heated to a temperature 50℃ above the austenitizing temperature and then slowly cooled in a furnace or by air to 550℃. Afterwards, it is generally taken out of the furnace and air cooled.
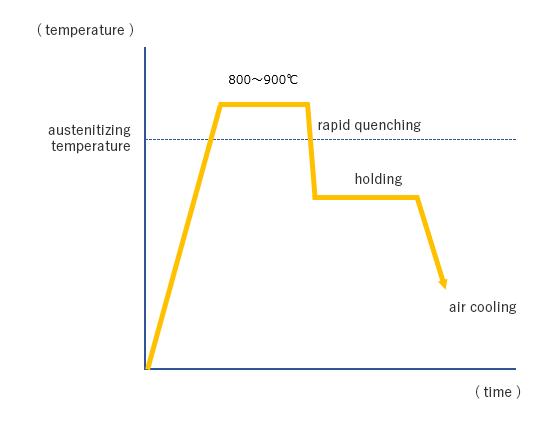
Isothermal tempering
The steel is rapidly cooled after being heated to a temperature above the austenitizing temperature, then held until transformation is complete, and then air cooled.
This method, also known as “cycle annealing,” has a shorter processing time and allows for continuous operation compared to complete tempering.
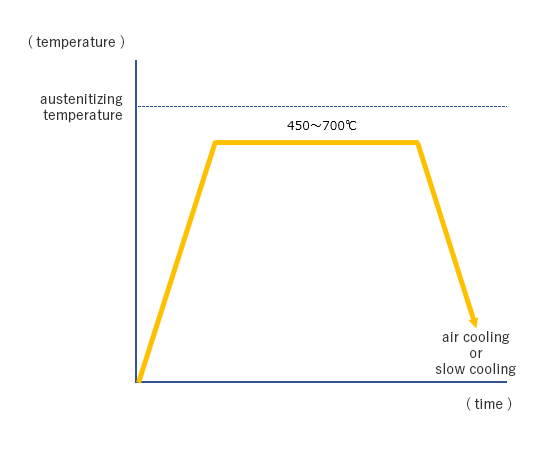
Stress relief tempering
The steel is heated to a temperature lower than the transformation temperature (450-700℃), held, and then cooled by air or in a furnace.
Although the grain size does not change, the strain is relieved.
Spheroidizing tempering
This process transforms carbides in the material into spheroidal carbides to improve hardness.
The steel is heated and held until it reaches the austenitizing temperature, then cooled by furnace cooling, holding, and air cooling in that order (the representative example being isothermal transformation method).
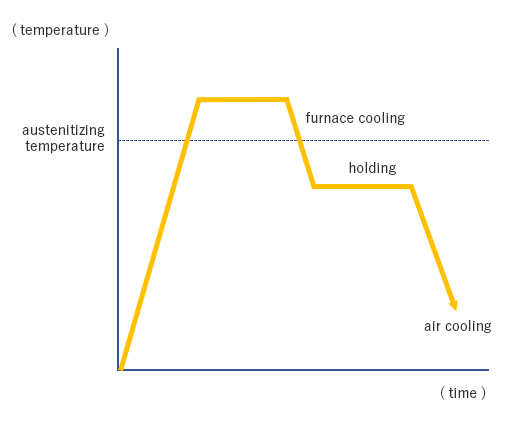
There are also other methods of spheroidizing tempering, such as repeated heating and cooling by varying the austenitizing temperature.
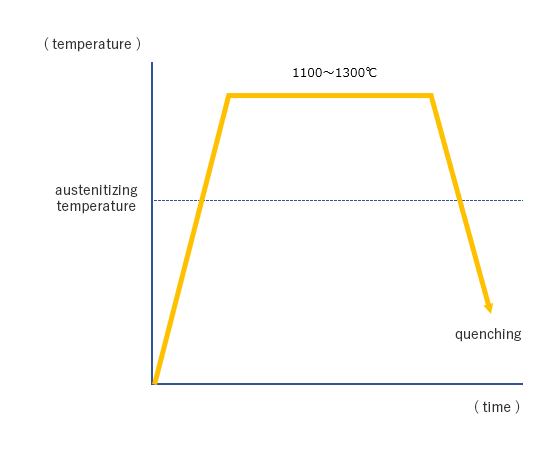
Diffusion tempering (for steel ingots and castings)
The material is heated and held until it reaches a temperature (1100-1300℃) where the element to be diffused can move.
Once diffusion is complete, the material is furnace cooled.
Annealing methods and effects
Annealing is not only used in the material processing stage but also in intermediate annealing of products after processing and hardening.
Afterwards, the product is reheated and quenched to complete the process.
By performing annealing before processing, the material is softened, resulting in improved workability. The furnace used for this purpose is called an annealing furnace.
An annealing furnace, also known as a heat treatment furnace, utilizes techniques such as precise temperature control and the use of atmosphere gas for oxidation prevention. These techniques allow for the extraction of desired material properties in the final product.
Although annealing is not a prominent process in the final stage of production, omitting the reheating process and performing only processing hardening may lead to product failure.
While it may be tempting to skip the annealing process to reduce costs, it is crucial to carefully examine past knowledge and data before making such a decision.
Normalizing
What is normalizing?
Normalizing is a heat treatment process used to create a uniform and fine-grained structure by removing internal stresses in the organization that result from processing.
When steel is heated above its recrystallization temperature, the coarse-grained crystals transform into new crystals with time and temperature, releasing any stresses they held.
The cooling process for normalizing is done through air cooling. If the steel is cooled by air after heating, the cooling rate is faster than with furnace cooling, resulting in the formation of fine pearlite from austenite.
Normalizing is a heat treatment that restores the structure of steel from an uneven state to a standard one.
Normalizing temperature
Normalizing is a heat treatment method used to eliminate internal stresses and create a uniform and fine-grained structure by heating steel above its austenitizing temperature (700-900℃) to transform it into a fully austenitic state.
After heating, the steel is held at a constant temperature for a period of time to even out the grain size and then cooled by air. The purpose of normalizing is to restore the structure of the steel to a standard state by eliminating any inhomogeneities.
Normalizing effects
The steel’s structure undergoes significant changes through normalizing.
Prior to normalizing, the structure has a rolled structure formed by processing (①). However, when heating begins, the structure breaks down and expands (②).
When further heating occurs, the structure recrystallizes and ferrite or pearlite structures are formed (③).
If the temperature is maintained beyond the austenitization temperature, coarse particle formation progresses, and eventually, after the cooling process, a fine structure is formed (④).
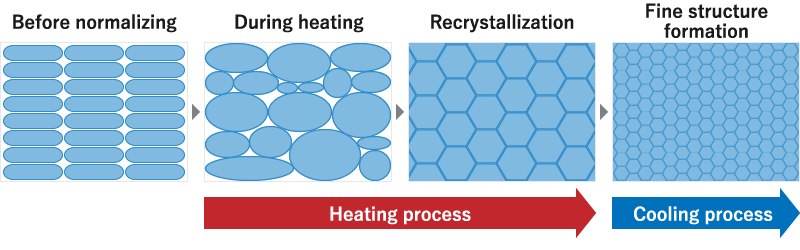
When a fine structure is formed, the steel becomes soft and has a high ductility property that is easy to work with.
We have explained annealing, quenching, tempering, and normalizing so far, and all of these processes require careful temperature management and conditions setting.
Therefore, we recommend conducting a prototype processing and carefully considering the specifications of the heat treatment furnace to select appropriate conditions.
Case studies
Continuous process enables heat treatment adaptation through atmosphere gas switching|Normalizing furnace
Even for a conveyor-type furnace, it is possible to perform heat treatment in an oxide-free atmosphere by introducing nitrogen or hydrogen gas.

[Issues before implementation]
- Wanted to use atmospheric gas in a continuous furnace
- Needed to switch gas when necessary
[Effects after implementation]
- By using a mesh belt and an entrance/exit curtain structure and showering nitrogen at the entrance, it became possible to perform oxide-free heat treatment while maintaining the atmosphere inside the furnace.
- After setting a nitrogen atmosphere at the entrance, the gas can be switched to hydrogen inside the furnace, making it possible to use both atmospheres as necessary.
Achieving oxide-free heat treatment by vacuum replacement|Tempering furnace
Compared to nitrogen replacement, vacuum replacement enables a higher degree of oxide-free environment in the furnace by minimizing atmospheric residue.

[Challenges before implementation]
- Avoiding surface oxidation after heat treatment
- Implementing automated transportation system
[Effects after implementation]
- Vacuum replacement before introducing nitrogen enables heat treatment in a nitrogen-pure environment within the furnace.
- Automation of transportation system reduces night-shift workload for workers.
Frequently asked questions
Q: How is quench depth measured?
The hardening depth can be measured using the Jominy test method.
A test bar with a diameter of 1 inch and a length of 4 inches is heated and then quenched rapidly.
The hardness change is measured by performing a Rockwell hardness test on the heated end of the test bar, and the length of the part where the required hardness is achieved is determined.
The hardening depth is then determined from this length to assess the hardenability.
Cracking can occur due to the presence of retained austenite that cannot transform into martensite.
The causes of cracking include not performing a tempering process immediately after hardening, excessively high hardening temperatures, and inadequate cooling methods.
Measures to prevent cracking include performing a tempering process before the temperature drops below 200°C after hardening, and reducing the hardening temperature.
Summary
In this article, we have explained the representative heat treatment techniques of “quenching,” “tempering,” “normalizing,” and “annealing.”
By using these techniques appropriately according to the purpose, it is possible to provide various properties such as strength, toughness, and wear resistance to the product.
However, if the temperature conditions or cooling methods are not properly selected, there is a risk of cracking or insufficient strength in the product.
As an industrial furnace manufacturer with expertise gained from the production of over 1,500 industrial furnaces, Sun Furnace offers custom-made heating furnaces tailored to your specific requirements. We also provide free technical consultations, so please feel free to contact us with any inquiries you may have.
Newest column

2025年02月17日
What is a drying furnace? A simple explanation of its structure and applications.

2025年01月07日
What is a heat treatment furnace? An easy-to-understand explanation of types, construction and examples

2024年11月19日