We have designed and manufactured over 1500 industrial furnaces, catering to various industries such as automotive, steel, and chemical. With extensive experience and a proven track record in a wide range of furnace types, we offer a diverse range of solutions. In addition to industrial furnaces, we provide total support for related equipment and conveyors, and have successfully tackled a multitude of challenges based on different specifications and needs.
Oxynitriding treatment: features, applications, and differences from ion nitriding
Oxynitriding treatment is a method of gas nitriding in which a small amount of air or oxygen is added to the ammonia gas used in gas nitriding to allow simultaneous diffusion of oxygen and nitrogen by heat treatment.
Among the various methods of gas oxynitriding treatment, such as gas nitriding, gas soft nitriding, acid nitriding, and immersion sulfur nitriding, acid nitriding involves the use of air or oxygen in the reaction gas.
This process, which does not require the use of special gases such as RX gas or hydrogen sulfide for gas generation, improves oxidation resistance at a low cost and finds application in machine parts, dies, and molds.
Understanding the differences in processing methods and resulting properties between acid nitriding and ion nitriding is critical to making an informed choice between the two processes.
This article explains the basic information, characteristics, and differences between acid and ion nitriding.
目次
Oxynitriding treatment
Oxynitriding treatment, also known as oxynitriding(Oxinitrieren) or oxynitrocarburizing(Oxinirocarburieren), is a process that allows the diffusion of nitrogen, carbon, and oxygen into steel materials.
The use of oxygen differs between traditional nitriding and oxynitriding treatments.
In traditional nitriding and soft nitriding, oxygen-containing components can be introduced into the atmosphere. However, the purpose is not to diffuse oxygen into the steel but to facilitate nitrogen absorption.
Among the nitriding methods, oxynitriding treatment is characterized by the use of oxygen-containing gas added to ammonia gas, which accelerates the nitriding reactions and increases the nitriding speed.
There are also suggestions to add oxygen using steam or air.
In addition, oxidation resistance can be improved by forming an oxide film on the steel surface.
Ion nitriding (plasma nitriding) differs significantly from gas nitriding treatments such as oxynitriding.
It uses a gas mixed with nitrogen and hydrogen, without the need for combustion of the exhaust gas, and uses glow discharge to perform nitriding.
About Oxynitriding treatment
Features
Traditional gas oxynitriding treatment involve prolonged heat treatment to allow nitrogen diffusion, which thickens the nitriding layer. Various approaches have been implemented to reduce the processing time and increase the thickness of the hardened layer, such as stepwise nitriding. Among them, oxynitriding treatment has been developed as a rapid nitriding method.
The main features of oxynitriding treatment include significantly increasing the depth and volume of nitrogen penetration by adding a small amount of oxygen to NH3 during heat treatment. This process also increases the speed of nitriding.
In addition, the formation of an oxide film on the steel surface is expected to improve its resistance to scaling.
Features of oxynitriding treatment:
- Short processing time with the formation of a nitrided layer.
- Eliminates the need for a gas carburizing furnace by using air or oxygen,
which reduces both initial and operating costs. - Eliminates the need for ammonium carbonate or soot control.
- Unlike gas nitrocarburizing, it does not produce hydrogen cyanide gas in the furnace.
However, gas oxynitriding cannot supply carbon to the surface of the steel, so it cannot form a carbonitride layer. As a result, the surface hardness tends to be slightly lower.
When processing gas in an atmosphere containing a large amount of hydrogen, care must be taken to control the flow rate because of the risk of explosion when oxygen or air is added.
The outermost surface of oxynitrided steel has the characteristic formation of an oxynitride layer composed of oxygen and nitrogen. Underneath, there are layers including a nitrided layer, an oxynitrided layer, and a compound layer (white layer), with a diffused layer of nitrogen under the compound layer. The oxynitride layer formed on the surface shows effectiveness in wear resistance, anti-scaling properties, fatigue resistance, and corrosion resistance.
Widely used steel types include general structural steel, tool steel, cast iron, sintered alloy and heat-resistant steel.
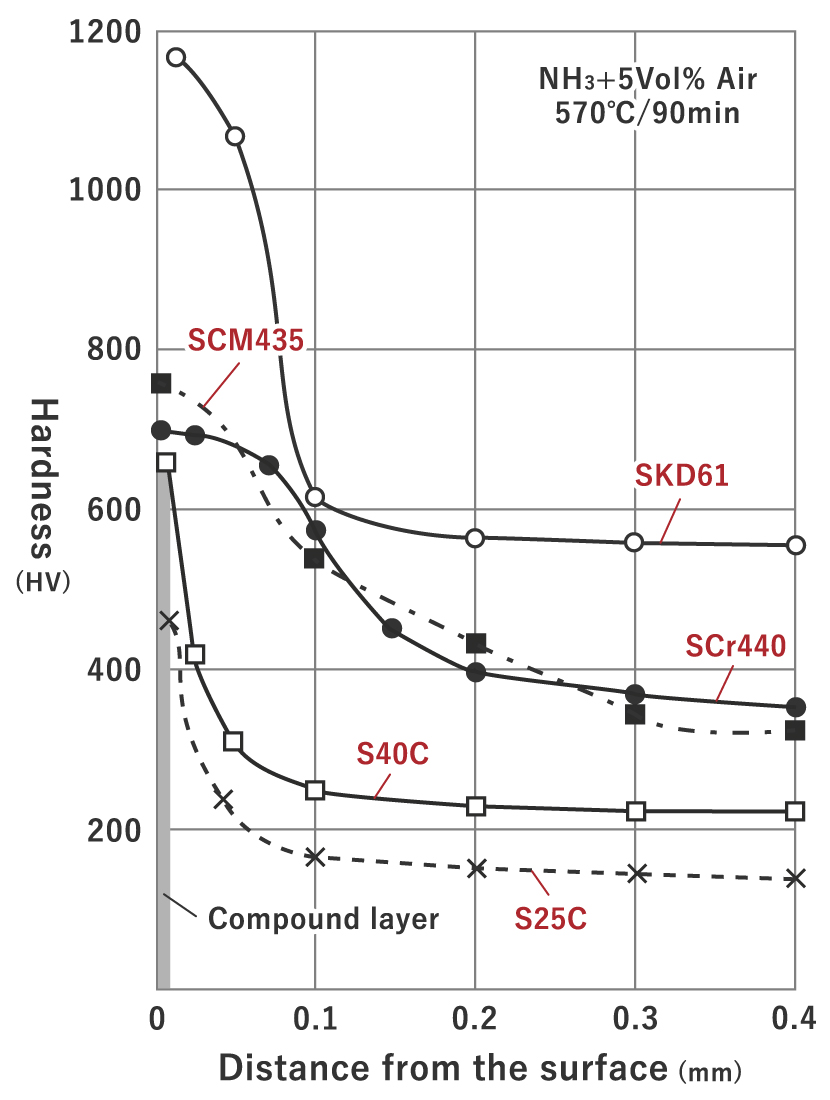
Hardness distribution of various steel materials treated by oxynitriding
About Ion nitriding
Ion nitriding is a process performed in a vacuum furnace where workpieces are prepared for the cathode and the furnace wall for the anode, and voltage is applied to create a glow discharge and ionize nitrogen, which is then rapidly collided with the steel to facilitate nitrogen infiltration and diffusion. Ion nitriding is also called plasma nitriding.
Compared to gas nitriding, ion nitriding provides more stable control over the composition of the nitrided layer and allows nitriding at a lower temperature of 350°C while preventing the formation of compound layers.
The main features of ion nitriding include:
- Efficient use of gas has a relatively low environmental impact, making it comparatively cleaner.
- Reduced processing time and lower temperature compared to gas nitriding, resulting in less distortion of workpieces.
- Uniform nitriding requires uniform current density;
Complex shapes of steel materials can cause temperature irregularities. - Ion nitriding systems tend to have higher equipment costs.
Ion nitriding equipment consists mainly of vacuum equipment and pressure control systems to regulate furnace pressure, temperature control units, gas supply systems, and DC power sources for plasma generation.
Characteristics of steel materials treated with ion nitriding (plasma nitriding) (reference values)
| Material hardness | Surface hardness (HV) |
Treatment temperature (℃) |
Compound layer depth (mm) |
Diffusion layer depth (mm) |
Application examples |
|---|---|---|---|---|---|
| S25,35,45C | 600 – 700 | 570 – 580 | 10 – 15 | 0.2 – 0.25 | Shafts、Hydraulic components、Pumps |
| SCM435 | 550 – 750 | 500 – 570 | 6 – 15 | 0.25 – 0.6 | Gears、Shafts |
| SKD61,62 | 1000 – 1100 | 510 – 530 | 10 – 15 | 0.25 – 0.5 | Forging dies、Shafts |
| SPCC | 400 – 500 | 570 – 590 | 8 – 10 | 0.3 – 0.4 | Computer components、Flat springs |
| SKD11 | 1000 – 1200 | 450 – 480 | 10 – 15 | 0.01 – 0.15 | Screws、Screw heads |
| FC,FCD | 600 – 800 | 550 – 570 | 8 – 12 | 0.03 – 0.05 | Crankshafts、Cylinder |
| MAS1 | 800 – 1000 | 400 – 480 | 2 – 5 | 0.05 – 0.15 | Plastic mold components |
Differences between oxynitriding and ion nitriding (plasma nitriding)
We have compiled a comparison table between oxynitriding and ion nitriding (plasma nitriding) treatments.
| Oxynitriding treatment | Ion nitriding (plasma nitriding) | |
|---|---|---|
| Temperature[℃] | 500 – 570 | 380 – 590 |
| Hardness[HV] | 600 – 650 | 1000 |
| Surface layer formation | Surface layer:Oxynitride layer Sub-layer:Compound layer containing nitrided layer (white layer) |
Surface layer:Nitrided layer Sub-layer:Compound layer(Representative examples:Nitrocarburizing) |
| Steel type |
Adaptation to most iron-based metals
|
|
| Applications and work examples |
|
|
| Achievable effects | The oxynitrided surface layer has excellent wear resistance, corrosion resistance, scuffing resistance, and fatigue resistance. | The processing time is short, and there is minimal deformation due to the low-temperature treatment. |
Various nitriding treatments
We have discussed oxynitriding and ion nitriding (plasma nitriding) so far, but there are also various other nitriding treatments available. We have compiled a table listing typical examples of nitriding treatments.
| Treatment Methods | Advantages | Disadvantages | Reactants | |
|---|---|---|---|---|
| Salt Bath Method | Salt Bath Soft Nitriding |
|
|
NaCNO+KCNO |
| Salt Bath Sulfur Nitriding |
|
|
NaCNO+KCNO+K2S | |
| Gas Method | Gas Nitriding |
|
|
|
| Gas Soft Nitriding |
|
|
|
|
| Gas oxynitriding |
|
|
|
|
| Gas Sulfur Nitriding |
|
|
N2+NH3+H2S | |
| Vacuum Method | Vacuum Nitriding |
|
|
NH3 |
| Plasma Method | Plasma Nitriding |
|
|
|
Case studies
Switched the treatment method from ion nitriding to oxynitriding. Achieved a remarkable increase in QCD efficiency.
Significantly reduced cycle time due to an increase in processing volume and a reduction in processing time.

Specifications:
| Furnace type | Pusher Type: |
| Effective dimensions | W800×H760×L1200 |
| Temperature | 500~600℃ |
| Atmosphere | Nitrogen、Ammonia gas、RX gas、Oxygen |
| Processed material | Hot forged products |
| Application | Nitriding treatment |
| Electrical capacity | 114kW |
| Processing capacity | 2000Kg/ch |
Features:
- Accurate process control and temperature regulation to ensure uniformity in workpieces by timing the gas filling precisely.
- Processing can be done without using special gases, allowing for cost reduction.
Frequently Asked Questions
Q1. What are the benefits of oxynitriding treatment?
Oxynitriding treatment does not require converted gas, and there is no need for the installation of a gas conversion furnace, which can reduce equipment costs.
It also reduces operating costs.
Another benefit is improved productivity due to shorter processing times.
Q2. How does oxynitriding treatment affect surface structure?
The surface of steel treated with oxynitriding develops a few microns thick oxide layer.
Within this layer, nitride compound layers form, and its interior becomes a nitride diffusion layer.
The oxide film exhibits a hardness of approximately 640HV, improving wear resistance and impact strength.
Summary
Oxynitriding, which uses air as the process gas, is a surface treatment process that doesn’t require special gas conversion furnaces, making it cost effective and easy to implement.
It forms an oxide film on the surface, which improves wear resistance and impact strength.
However, it can result in slightly lower surface hardness compared to other nitriding treatments because it cannot form a carburized layer.
On the other hand, ion nitriding (plasma nitriding) hardens the metal surface and improves wear and corrosion resistance by forming nitrides on the surface.
It’s highly effective for certain applications and materials, and treatments can be completed relatively quickly, increasing productivity.
However, the cost of nitriding equipment and materials can be high, resulting in increased initial costs.
Understanding the differences in characteristics between nitriding treatments and applying them appropriately to a company’s products is critical.
Some successful cases have switched from ion nitriding (plasma nitriding) to oxynitriding when reevaluating or overcoming challenges.
As a manufacturer of industrial furnaces, Sun Furnace can provide you with a customized atmosphere gas generation system for your application based on our experience in manufacturing more than 1,500 industrial furnaces.
We also offer free technical consultations, so please feel free to contact us.
Explore Sun Furnace’s atmosphere furnace in detail
Take a closer look at Sun Furnace’s non-ferrous heat treatment furnaces