We have designed and manufactured over 1500 industrial furnaces, catering to various industries such as automotive, steel, and chemical. With extensive experience and a proven track record in a wide range of furnace types, we offer a diverse range of solutions. In addition to industrial furnaces, we provide total support for related equipment and conveyors, and have successfully tackled a multitude of challenges based on different specifications and needs.
What is vacuum heat treatment? Explain the mechanism, types and benefits of implementing a vacuum furnace.
Vacuum heat treatment is a process in which the pressure in a furnace is reduced using a vacuum pump and materials are heat treated. This process helps to suppress oxidation of metals and results in a shiny and bright appearance.
It is applicable to various heat treatment processes such as sintering, degreasing, quenching and tempering. Vacuum heat treatment can be widely used because it not only imparts specific properties to materials during each heat treatment, but also contributes to improving their overall quality.
Compared to conventional quenching, vacuum quenching has the advantage of preventing the formation of an oxide layer while maintaining hardness and wear resistance. This makes it a popular choice for components and products that require a desirable appearance.
This article introduces the features, types, hardness characteristics, and applicable steel types of vacuum heat treatment.
目次
What is vacuum heat treatment?
Vacuum heat treatment is a process in which heat treatment is performed under reduced pressure conditions, typically below atmospheric pressure.
During conventional heat treatment of metals, various chemical reactions such as oxidation, evaporation, and reduction occur between the metal material and the surrounding atmosphere. However, by controlling the atmosphere and temperature during heat treatment, these reactions can be controlled. The advantage of a vacuum atmosphere is that it contains very little oxygen, which means there is no reaction between the carbon present in the metal and the oxygen, preventing decarburization. In addition, the heat treatment process also facilitates the removal of organic substances and gases from the metal surface, resulting in a shiny and bright appearance that the metal material inherently possesses.
Vacuum heat treatment can be applied for various purposes and is suitable for a wide range of heat treatment processes.
| Modification | Quenching,Tempering,Annealing,Normalization,Solution heat treatment |
| Surface modification | Nitriding,Carburizing |
| Surface treatment | Degreasing,Degassing,Bright processing |
| Joining process | Soldering |
The processing temperature of vacuum heat treatment typically ranges from 200℃ to 2000℃, and the vacuum level (pressure) is primarily categorized as follows, with specific heat treatment processes tailored to different types of steel.
- Low vacuum(~102Pa)
- Medium vacuum(102~10-1Pa)
- High vacuum(10-1~10-5Pa)
- Ultra-high vacuum(10-5~10-8Pa)
In the field of vacuum heat treatment, it is common to use medium vacuum and high vacuum conditions.
In addition, there is a heat treatment method called “protective atmosphere heat treatment” that serves the same purpose of preventing metal oxidation. In protective atmosphere heat treatment, instead of creating a vacuum inside the furnace, the furnace is slightly pressurized with an inert gas, such as nitrogen or argon, above atmospheric pressure to block oxygen ingress from the outside and perform the heat treatment.
This method is used in situations where it is difficult to reduce the pressure inside the furnace, for example due to the large volume of the furnace. Since no carbon is used, there is no change in the hardness of the metal due to carburization.
Types of vacuum heat treatment
There are various types of vacuum heat treatment based on different methods and conditions.
Here are some representative processes.
Vacuum sintering
After the metal powders are formed into a desired shape, they are heated to fuse the individual particles together, increasing the strength of the material.
Materials that undergo sintering typically form a dense structure and may result in the formation of polycrystalline or amorphous structures.
The shape of the material remains largely unchanged before and after sintering, but its properties such as density, strength and elasticity are improved.
In recent years, vacuum sintering has become increasingly popular, especially for a wide range of materials, including various types of metals, intermetallic compounds such as rare earth magnets, and composite materials such as superhard alloys. Vacuum sintering allows operation at higher temperatures than traditional methods, resulting in improved corrosion resistance in the final products compared to reduction treatments.
Vacuum annealing
Annealing is a heat treatment process used to eliminate internal stresses in metals, thereby creating a uniform structure and improving ductility and workability.
When annealing is applied to steel materials such as forgings or castings with unevenly formed crystal grains, it results in a structure that is easier to machine and refine.
At high annealing temperatures, metal surfaces are susceptible to oxidation and decarburization. Therefore, a vacuum atmosphere is often used in bright annealing processes to prevent oxidation and achieve a bright, oxide-free surface appearance.
Vacuum annealing not only helps maintain a clean surface, but also increases labor efficiency by eliminating the need for acid pickling, making it an energy-efficient choice.
Vacuum quenching and tempering
Quenching is a heat treatment process in which steel is heated to a specified temperature and then rapidly cooled to improve wear resistance and impact toughness. Unquenched steel tends to be brittle and prone to wear and breakage when used in mechanical components.
Tempering is a heat treatment process often used in conjunction with quenching to improve impact toughness.
Steel that has been quenched alone may have increased hardness but reduced ductility, making it susceptible to fracture on impact.
Tempering, which involves reheating the quenched steel at a lower temperature (typically between 150-200℃), imparts a tougher and more ductile structure.
Vacuum quenching and tempering offers the advantage of eliminating the need to remove oxidation scale, a common problem when conventional quenching methods react with oxygen on the steel surface. This elimination of peeling can result in improved dimensional accuracy.
Vacuum degreasing
Degreasing is a process used to remove primarily oil and grease residues (along with other contaminants such as metal particles, dust and dirt) that may have adhered to the metal surface after machining. This cleaning step is essential to prepare the metal surface for subsequent processes such as heat treating, plating or painting.The presence of contaminants such as oil, grease, dust and metal particles on the metal surface can affect the uniformity and stability of subsequent processing steps. Therefore, it is necessary to remove these contaminants to ensure the quality and consistency of the final product.
Vacuum degreasing is the process of degreasing in a vacuum environment.
There are various methods of degreasing, but here are some characteristics of vacuum degreasing using hydrocarbon-based solvents:
- Vacuum degreasing is performed in a vacuum chamber, eliminating the risk of fire or explosion.
- Contaminated solvents can be recovered and reused through vacuum distillation.
- Drying of the solvent after degreasing is also performed in the vacuum chamber, resulting in a shorter process time.
Vacuum degreasing with hydrocarbon-based solvents is commonly used in heat treatment processes.
Vacuum carburizing
Carburizing is a heat treatment process in which carbon is introduced and diffused into the surface of a metal in a carburizing gas atmosphere, solidifying the carbon and increasing the surface hardness to improve wear resistance and impact toughness.
Carburizing differs from quenching in that it selectively introduces carbon into the surface while preserving the internal structure, thereby achieving surface hardness while maintaining toughness.
In vacuum carburizing, the metal material is heated under reduced pressure and carburizing gases such as methane, propane or acetylene are introduced. The carbon produced during decomposition diffuses into the steel. After carburizing, the gas introduction is stopped and the atmospheric gas is exhausted, returning the system to its original vacuum state for diffusion processing.
Vacuum carburizing has several advantages over conventional gas carburizing, including:
- Higher carburizing temperatures, allowing for shorter process times.
- Applicability to complex shapes with varying pore sizes and wall thicknesses.
- No oxidation scale formation.
In gas carburizing, the carbon potential is controlled, but in vacuum carburizing, the target carbon concentration and carburizing depth can be achieved by setting predetermined carburizing and diffusion times.
Vacuum brazing
Brazing is a process used to join steel materials by filling the gap between them with an alloy that melts at a lower temperature than the base materials. Unlike welding, where the base materials themselves melt to form the joint, brazing does not involve melting of the base materials.
Low melting point alloys such as copper or nickel are commonly used as brazing materials.
In the brazed joint, the solidified metal penetrates deep into the structure of the steel materials being joined, resulting in a strong bond.
Vacuum brazing is used when dealing with metals that are difficult to reduce or when there is a need to avoid discoloration during metal-to-metal brazing. In addition, since no flux is required, there is no need for post-brazing cleaning processes.
Vacuum heat treatment furnace
A vacuum heat treatment furnace is characterized by its sealed chamber and the use of a vacuum system to reduce the pressure within the chamber. This allows the heat treatment process to take place in a subatmospheric atmosphere.
Key features
- Bright heat treatment capability
Vacuum heat treatment enables bright heat treatment, preventing oxidation of the metal surface and enhancing its luster, thereby increasing the value of the metal material. - Descaling effect
Vacuum heat treatment removes organic substances and degasses the metal surface, eliminating the need for pickling or degreasing, thereby improving work efficiency. - Optimal working environment
Many vacuum furnaces use a water-cooled, double-wall design where the outer wall remains at near ambient temperature. In addition, inert gases such as nitrogen or argon are often used in the atmosphere, creating a favorable working environment. - Improved mechanical properties
Vacuum heat treatment induces degassing, resulting in improved mechanical properties. The surface cleaning effect also improves wear resistance. - Minimal distortion
Radiant heating gradually raises the temperature from room temperature, and controlled cooling minimizes distortion caused by thermal stress.
Structure
Vacuum equipment
Vacuum pumps are commonly used in vacuum equipment and their role is to displace the atmosphere inside the furnace to create a vacuum environment. There are various types and characteristics of vacuum pumps, and it’s important to select the right equipment that matches the required vacuum level.
According to JIS (Japanese Industrial Standards), vacuum levels are categorized as follows:
| According to JIS | Vacuum level | Pressure |
| 2.1.1.1 | Low vacuum | 100kPa~100Pa(105~102Pa) |
| 2.1.1.2 | Medium vacuum | 100Pa~0.1Pa(102~10-1Pa) |
| 2.1.1.3 | High vacuum | 0.1Pa~10μPa(10-1~10-5Pa) |
| 2.1.1.4 | Ultra-high vacuum | 10μPa(10-5Pa or below) |
| – | Extremely-high vacuum | 1nPa(10-9Pa or below) |
In vacuum heat treatment, it is common to operate in the range of medium to high vacuum for the required vacuum level.
Excessive vacuum levels can cause undesirable dispersion of alloying elements in the steel, so it is essential to perform the treatment at an appropriate vacuum level.
On the other hand, if high cleanliness is required, a type of vacuum pump capable of achieving higher than normal vacuum levels may be required.
Main categories of vacuum pumps and corresponding vacuum levels:
- Oil rotary vacuum pump
Also known as a rotary pump, this is the most commonly used vacuum pump. Operates by using lubricating oil for rotation and has excellent sealing ability. Suitable for pumping from atmospheric pressure down to a few pascals (Pa). - Mechanical booster pump
Uses an impeller based on the Roots principle with high-speed synchronized rotation of the rotor inside the casing. Provides high pumping speeds in a compact size. Cannot be used alone and is typically used in combination with an oil rotary vacuum pump. Can achieve vacuum levels of approximately 10 to 10-1 Pa after initial pumping by the rotary lobe pump. - Oil diffusion pump
Uses heated oil vapor to create a high-speed jet that compresses and expels gases. Often used as an auxiliary pump after the rotary oil pump or mechanical booster pump. Can achieve vacuum levels of about 10-4 Pa after initial pumping by other pumps. - Turbo molecular pump
Used after an oil rotary vacuum pump or similar pump has reached a certain level of vacuum. Uses rapidly rotating vanes to compress gas molecules for expulsion. Preferred for clean environments and is oil-free. Often used in applications requiring high vacuum. - Cryogenic pump (cryopump)
Uses extremely low temperature surfaces to freeze and remove gases from the system. Similar to the turbomolecular pump, it is often used in clean environments. Achieves vacuum levels from 10 to 10-8 Pa. - Ion pump
Uses a voltage applied between an anode and cathode to create a discharge of electrons. Some of the electrons collide with gas molecules, creating ions.Uses chemical reactions with titanium to increase vacuum levels. Suitable for achieving high vacuum levels of about 10-8 Pa.
Examples of major vacuum pumps that correspond to vacuum levels include:
| Low vacuum 10-5——10-2 |
Medium vacuum 10-2——10-1 |
High vacuum 10-1——10-5 |
Ultra-high vacuum 10-5——10-8 |
Extremely-high vacuum 10-9—— |
|---|---|---|---|---|
| Oil rotary vacuum pump | Oil rotary vacuum pump | |||
| Mechanical booster pump | Mechanical booster pump | |||
| Oil diffusion pump | Oil diffusion pump | |||
| Turbo molecular pump | Turbo molecular pump | Turbo molecular pump | ||
| Cryogenic pump (cryopump) | Cryogenic pump (cryopump) | |||
| Ion pump | Ion pump | Ion pump |
Heating and cooling chamber
In a vacuum heat treatment furnace, it is common to have a processing chamber for heating and cooling the materials being treated.
The chamber is insulated to prevent excess heat from escaping to the outside environment, thereby conserving energy during the heating process.
The shape of the processing chamber can vary, including cylindrical or rectangular shapes, depending on factors such as the shape of the materials to be processed, the processing volume, and the method of transportation.
While stainless steel is commonly used in typical vacuum furnaces, smaller units may use tube furnaces made of materials such as quartz glass or alumina.
Heating mechanism
Electric heaters are commonly used as the heat source in heating mechanisms. They provide easy temperature control, making it easier to ensure consistent quality.
Heater materials can include carbon, tungsten, molybdenum, and silicon carbide (SiC).
Classification of heaters based on temperature range:
| ~500℃ | Resistance heaters |
| ~800℃ | Carbon heaters |
| ~1000℃ | Carbon heaters |
| ~1200℃ | Carbon heaters,SiC (silicon carbide) heaters |
| ~1400℃ | SiC (silicon carbide) heaters,Molybdenum heaters,Molybdenum disilicide heaters |
| 1600℃~ | Molybdenum heaters,Molybdenum disilicide heaters,Tungsten heaters |
Cooling methods
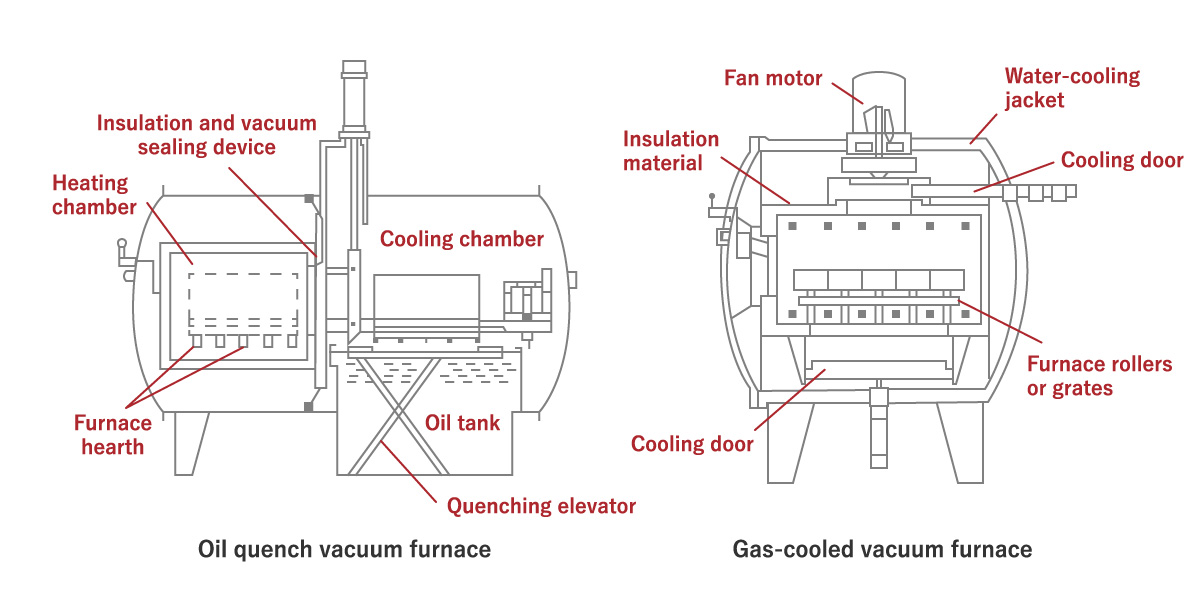
There are several cooling methods used in vacuum heat treatment furnaces, including convection cooling, gas cooling, and oil cooling.
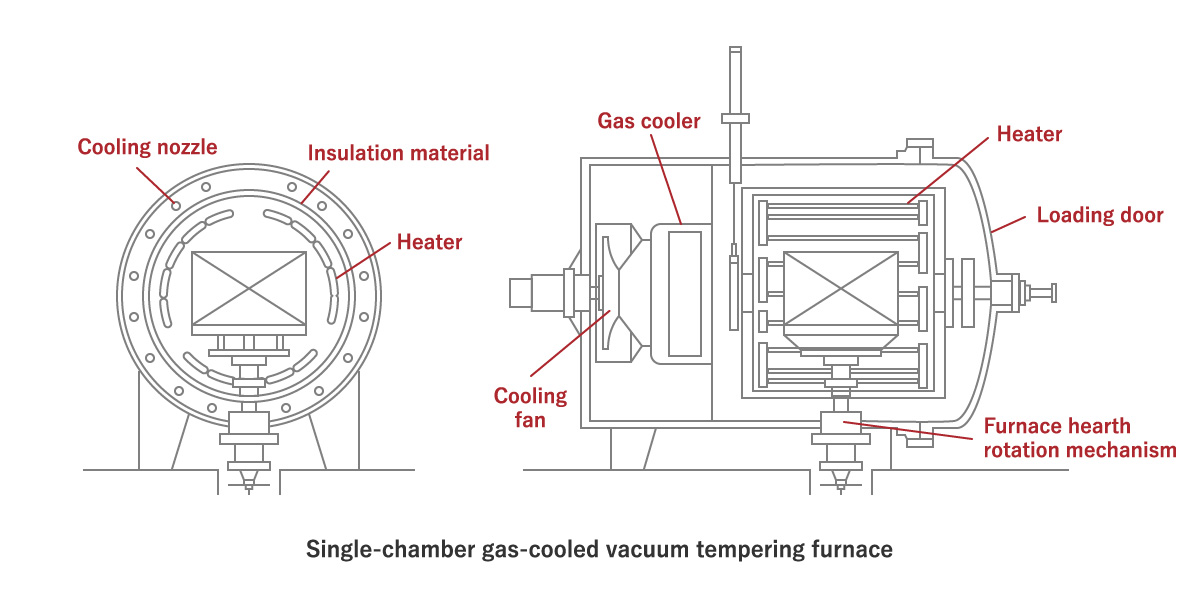
In single chamber furnaces, where the heating and cooling chambers are the same, it is common to cool the workpiece. In multi-chamber furnaces, however, the heating and cooling chambers are sealed off from each other. Multi-chamber furnaces have the advantage of more efficient cooling during the cooling phase because only the workpiece needs to be cooled.
Recently, the use of high-pressure gas cooling methods has increased, which can provide uniform cooling even during rapid cooling, reducing material distortion.
The cooling rate of steel can significantly affect its internal structure. To control this, the Ps curve is often used to suppress the precipitation of phases such as ferrite and pearlite.
This allows the austenitic structure to be maintained, and after the Ms point is passed, the material can be slowly air cooled to prevent martensitic transformation.
Control system
A vacuum heat treatment furnace typically includes a control panel that manages various equipment such as the vacuum system, heaters, and sensors for temperature and pressure.
Critical control parameters, especially for quality assurance, include monitoring the internal temperature of the furnace using temperature sensors such as thermocouples. The goal is to control the temperature profile according to the heat treatment specifications.
PID (Proportional-Integral-Derivative) control is commonly used for this purpose. By appropriately adjusting the parameters for P (proportional control), I (integral control), and D (derivative control), it is possible to smoothly transition the temperature within the desired range, minimizing temperature fluctuations.
Modern systems often include auto-tuning functions that automatically set the PID parameters.
These functions analyze historical temperature data and configure the optimal PID parameters, eliminating the need for operators to analyze data or manually adjust parameters.
Safety circuits are built into the system to prevent overheating. These circuits will stop the unit if the internal or heater temperature exceeds pre-set thresholds.
Failure to activate these safety circuits can result in poor product quality as well as risks such as equipment malfunction or fire. In some cases, sensor redundancy is implemented to ensure that accidents are avoided even in the event of sensor failure.
In addition, additional features can be selected as needed to maintain the quality of heat-treated products. These can include monitoring agitator fan rotation, checking for insufficient cooling water, and monitoring vacuum level anomalies. The choice of functions depends on specific requirements and ensuring that product quality is not compromised.
Frequently asked questions
Q:Does vacuum heat treating reduce distortion?
Vacuum heating of metallic materials provides uniform heating at a gradual rate, reducing thermal stress and minimizing distortion. The slow and uniform cooling during the cooling phase also helps minimize cooling-induced distortion.
However, quenching requires rapid cooling, which can potentially cause distortion similar to conventional heat treatment methods.
Recently, a method called pressurized gas quenching has been developed in which nitrogen gas is pressurized at 2 to 6 bar and circulated for cooling. This method increases the cooling rate and is effective in quenching, thus reducing the potential for distortion.
Distortion is often caused by non-uniform heating and cooling, so it is important to ensure uniform treatment.
Q:Even with vacuum heat treatment, discoloration can occur. What are the possible causes?
Vacuum heat treatment is known for maintaining the bright appearance of metals; however, in the case of materials such as SUS304 or High Speed Steel (HSS), there may be instances of discoloration, typically showing pale yellow-green or pale blue colors.
This can occur when materials with a strong affinity for oxygen such as Cr, Ti, Al and B are present.
It’s important to be careful when working with alloy materials that tend to form an oxide film.
In addition, attention should be paid to the formation of oxidizing gases. This discoloration can result from the evaporation of moisture, which typically occurs at temperatures between 400℃ and 700℃. To prevent these problems, thorough cleaning of materials prior to heat treatment is critical.
Summary
We have provided explanations about vacuum heat treatment, including its features, types, and the structure of vacuum heat treatment furnaces.
Vacuum heat treatment is a heat treatment method that creates a vacuum or uses an inert gas environment inside the furnace to prevent oxidation of steel materials by isolating them from oxygen.
It offers the advantage of achieving a high luster appearance and uniform microstructure through heat treatment.
Vacuum heat treatment can be applied to various processes such as sintering, annealing, quenching and tempering, making it suitable for components and products where surface appearance is critical. Consider vacuum heat treating if you need to improve the aesthetics of your parts or products.
Industrial furnace manufacturer, Sun Furnace, proposes custom-made atmosphere gas generation devices tailored to your application based on the know-how gained from manufacturing more than 1,500 industrial furnaces.
We also offer free technical consultations, so please feel free to contact us.
Newest column

2025年02月17日
What is a drying furnace? A simple explanation of its structure and applications.

2025年01月07日
What is a heat treatment furnace? An easy-to-understand explanation of types, construction and examples

2024年11月19日